电脑剥线机调机说明
1、程序:是指线的规格长短有多种,将每种规格(即线长、线头、头剥、线径、退刀、中间剥、程序号、线尾、尾剥、开排时间、导管、定时构成一种规格)储存到一指定的程序号中,程序号选00—99,00程序为试机专用,99号程序为护套线专用(需升级),98号程序为短线专用,线长为3—20毫米。(所有程序号都具有中间剥功能)。
2、定量:是将此程序内所储存的规格,需要生产多少给予停机,定量最大值为60000条。
3、产量:检查生产情况。在生产量=定量时,电脑会自动停机。
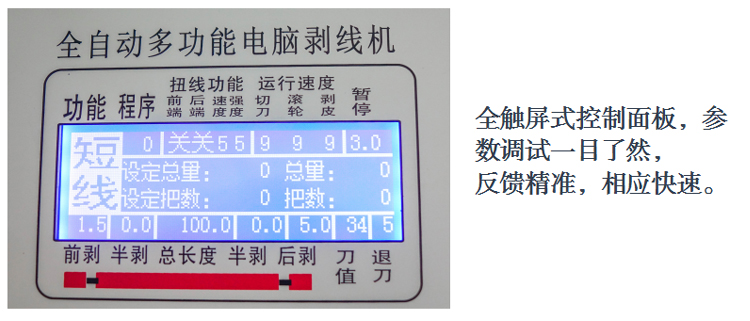
4、线长:线长是指所需切割电线的总长度,如上图所示(包括线头,线尾长度)。
5、线头:线头是指电线的首端需剥出的长度。
6、线尾:线尾是指电线的末端需剥出的长度。
7、头剥:头剥是指电线线头的皮剥开的长度,如果头剥长度大于或等于线头长度为全剥开,小于时为半剥开,(即头剥长度≥线头长度为全剥、头剥长度≤线头长度为半剥)半剥所剥出的护套仍然套在线头上,以免在各工序流程中弄乱线芯。
8、尾剥:尾剥是指电线线尾的皮剥开的长度,如果尾剥长 度大于或等于线尾长度为全剥开,小于时为半剥开,(即尾剥长度≥线尾长度为全剥,尾剥长度≤线尾长度为半剥)半剥所剥开的护套仍然套在线头上,以免在各工序流程中弄乱线芯。
9、线径:线径是指电线线多股铜丝的截面积的总和(单位为平方毫米)。 显示的数据表示线径粗细的值,并不是指线芯的直径大小,在机器运行中,如遇到线头剥不开,需调整线径值变大,如遇到线头剥开将线芯切断,需调整线径值变小,(SWT-MAX数值一般为700—900,SWT-PX&SWT-HT数值一般为90-160数值仅为参考)。
10、速度:机器在运行中的快慢。速度调节方法:在运行过程中按“启动/停机”键,直接按数字键来调节。速度分为00—09档,00为最快,09为最慢。
11、中剥:某些电线需要中间切皮但不切断线芯,本机中间可切皮十三处,此十三处切皮的位置长度是指切皮位置到线头的距离。切的次数少于十三次,不切的数据位0000。具体参照第三部分说明。
12、剥开:剥开是指电线线皮之间所剥开的长度。剥开的距离与线皮的强度有关,线皮的强度太强就难拉开,对刀具影响较大;线皮的强度差的容易拉开。此功能跟线皮与线芯裹的松紧有关,跟线皮的材料有关。
13、退刀:是指刀具切破线皮之后,刀片退到一定的位置来剥开线皮(SWT-MAX为50-200,SWT-PX&HT为5-30数值仅做为参考)。一般线皮薄的参数设置小,线皮厚的参数设定大。
14、排时间:排时间是指剥排线时开排所需停顿的时间长短(需升级)。
15、导管:在运行时导管=开时导管跳动,导管=关时导管不跳动。
16、定时:在运行过程中、由于设置的定量已完成,所以机器自动停机,由于设置了定时时间,所以在停机的时间等定时设置的时间时机器会自动运行(以前面设置的定量循环运行,定时时间为00-60秒)。
17、提轮:剥线头,中间剥,(剥线头200毫米专用)。
18、吹气:吹线皮。
了解更多线材加工设备信息,请关注冠钜
http://www.511caixianji.com/shop/e2ae1ac655e74394b0b3b29551a34107
联系方式
- 东莞市虎门镇大宁宁江路17号
- 邮 箱:glmotor@163.com
- 李小姐: 13712285201
- 陶先生: 13925358410
- 24小时售后服务专线:186 7690 6866
- 电 话:86-769-83025002
- 全国免费电话:400-668-5997
最新产品
- 全自动双头压接穿管印字机GL-...
- 全自动汽车线束智能设备GL-05UP
- 全自动多线穿管合压端子机GL-...
- 全自动双头穿热缩管打端穿胶壳机...
- GL-YTW01 HSD&以太...
- 伺服端子压接机GL-4T/8T...
- 自动插胶壳机GL-1801N,...
- 双端穿胶壳机GL-1802,穿...
- 单头入胶壳机GL-1801,打...
- 全自动高速双端压接机GL-202B
产品分类
友情链接Link
最新资讯
- 喜报|冠钜获评东莞市 “专精特新”... 2026年5月16日 15:06
- 冠钜五一节放假通知 2026年5月6日 11:59
- 收官致谢 | 2026慕尼黑上海电... 2026年3月28日 11:02

2016-2026 © All Rights Reserved. 冠钜自动化设备有限公司 | http://511caixianji.com | 粤ICP备2023014885号