端子压接不良故障分析及压接不良改善方法
端子压接作业是线束加工中最重要的工序之一,也是加工不良出现最多的工序。提升端子压接作业的良品比率,能大幅提升着线束加工生产线产能、效率。
下面列出端子压接作业中主要的不良现象,并分析了不良现象的常见原因:
一、端子扭曲变形不良
表现形式:
1.端子横向弯曲变形的现象;
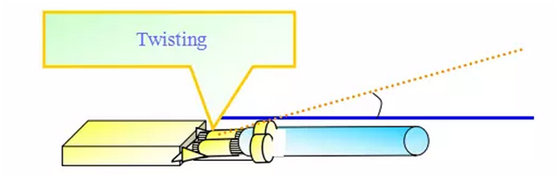
2.端子轴向扭曲变形现象。
不良原因:
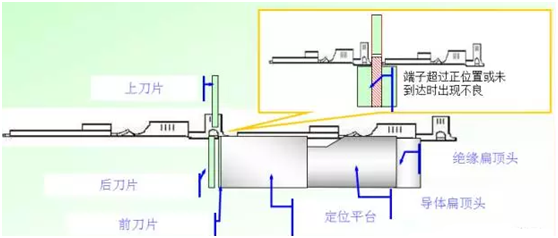
1.端子未处于下刀片的正中央而发生向左/右侧倾斜的情况;
2.模具的端子移送器输送端子到打端位置时,移送器的弹簧张力太弱或太强情况下不能把端子传送到扁顶头l的正位置,发生未到达或超过的情况;
3.打端时刀片(Crimper/Anvil)磨损的情况会出现不良;
4.端子弯曲的不良是由于压接器和下刀片的中心错位导致.除此以外还会导致刀片磨损,使压着痕过深;
5.因位置调节丝的磨损导致端子送不到位引起的不良。
二、线材线束未组装到位不良
表现形式:
1.深打:压芯区域压到线皮;
2.深打:芯线长度过长导致端子变形;
3.浅打:外皮或芯线没有压到指定的区域;
不良原因:
1.芯线剥皮长度过长或过短;
2.压接是线材位置放置有误。
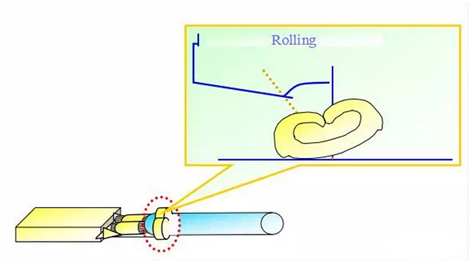
三、喇叭口 不良
表现形式:
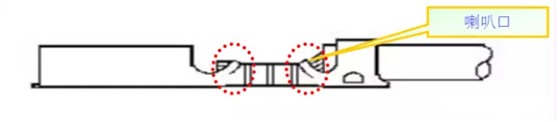
不良原因:
1.端子和压接器的位置错误喇叭口未形成或形成太大;
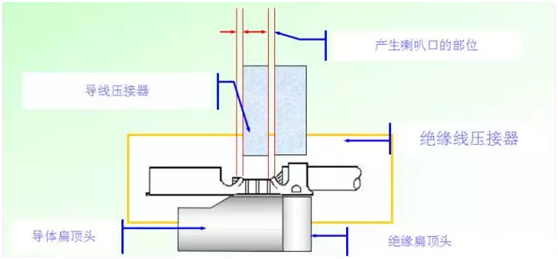
2.扁顶头 部比 STRIP Guide Plate 更向后,进端子偏移传送时不良现象发生;
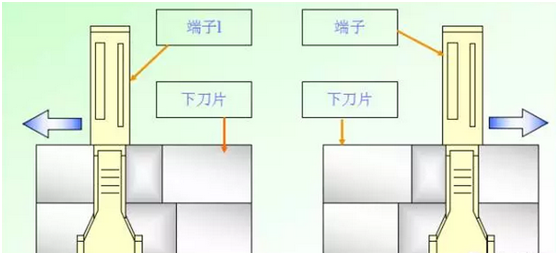
四、切断口不良
表现形式:
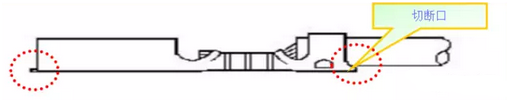
不良原因:
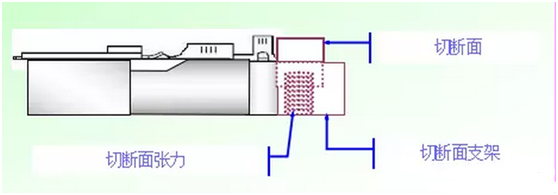
1.端子的切断部没有处在正位置,更突出或更向里的情况下出现的不良现象.切断口不良表现在切断口太长或太短、切断面斜、划手,切断面弯曲。切断口太长时导致插盒子不到位、挂盒子。太短时导致伤端子;
2.端子切断时切断部会出现粗糙的不良现象.
原因:
① 切断面被磨损的情况
② 绝缘扁顶头末端磨损的情况
③ 切断面和扁顶头有缝隙的情况
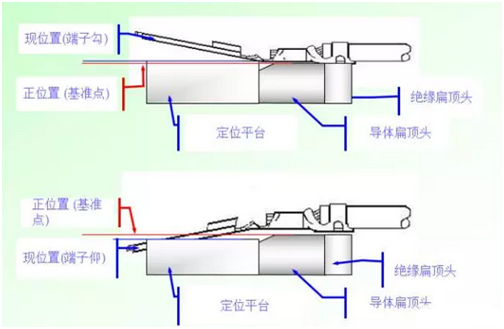
五、端子仰 &端子钩不良
表现形式:
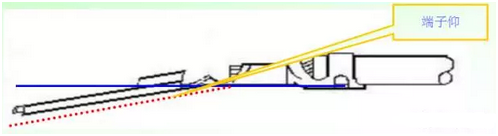
1.端子勾 是指打端时端子前端向上弯曲的现象;

2.端子仰是指打端时端子前端向下弯曲的现象。
不良原因:
1.端子未处于扁顶头的正位置;
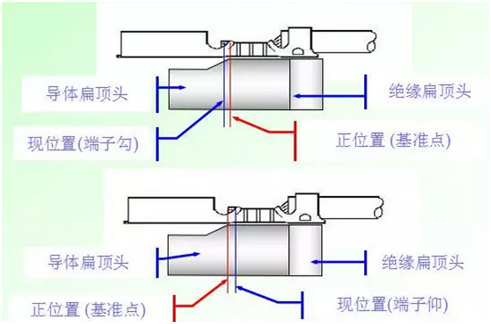
2.扁顶头和支撑台没在正位置;
六、芯线松散的不良
表现形式:
所有线芯没有完全封闭于压接区;
不良原因:
线缆上剥下绝缘层的处理或集束过程中,芯线松散,可通过制程管控和使用半剥线改善;
七、压皮区域的不良
表现形式:
1.外刀锁口刺破绝缘层;
2.外刀锁口未完全抱住线材;
3.锁口两边不对称;
不良原因:
1,刀口不匹配;
2,调整压接高度;
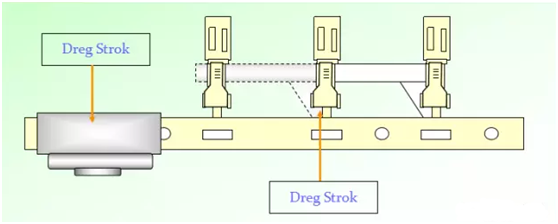
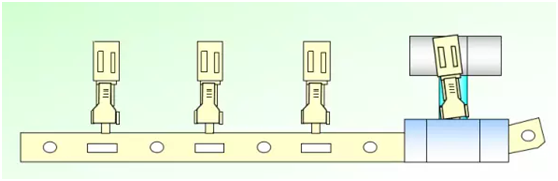
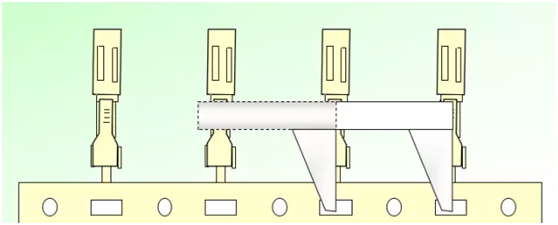
八、传送距离(Feeding)导致的不良
Feeding 距离是指为了打端到下一个端子槽的移动距离,如图:
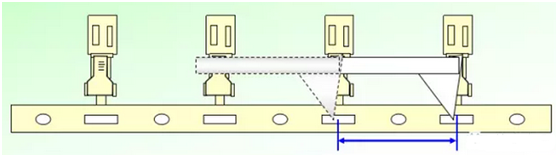
表现形式及原因:
1.抓手不到位导致的传动不良
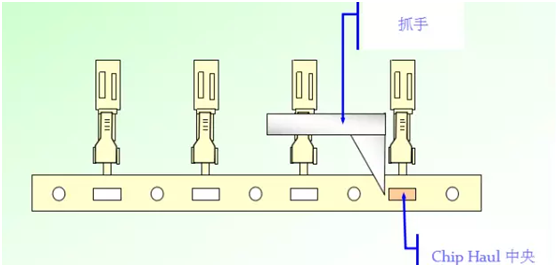
2.抓手被磨损导致的传动不良;
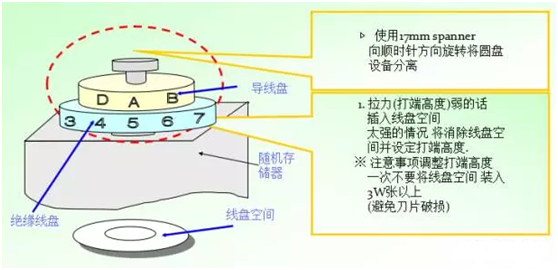
九、拉拔力NG的不良
表现形式:压接后,拉拔力测试NG(排除模具因素)
不良处理方式:调整压接高度
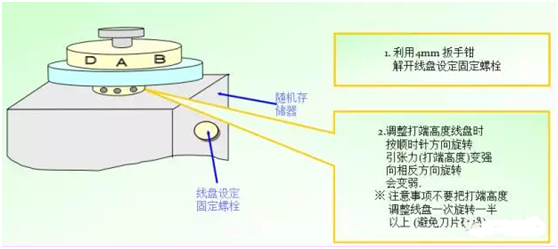
1.一般模具调整压接高度方法
2.Cam 类型模具调整压接高度方法
以上总结了9种端子压接不良的常见原因和改善方法,如有任何需要可联系冠钜www.511caixianji.com
联系方式
- 东莞市虎门镇大宁宁江路17号
- 邮 箱:glmotor@163.com
- 李小姐: 13712285201
- 陶先生: 13925358410
- 24小时售后服务专线:186 7690 6866
- 电 话:86-769-83025002
- 全国免费电话:400-668-5997
最新产品
- 全自动双头压接穿管印字机GL-...
- 全自动汽车线束智能设备GL-05UP
- 全自动多线穿管合压端子机GL-...
- 全自动双头穿热缩管打端穿胶壳机...
- GL-YTW01 HSD&以太...
- 伺服端子压接机GL-4T/8T...
- 自动插胶壳机GL-1801N,...
- 双端穿胶壳机GL-1802,穿...
- 单头入胶壳机GL-1801,打...
- 全自动高速双端压接机GL-202B
产品分类
友情链接Link
最新资讯
- 喜报|冠钜获评东莞市 “专精特新”... 2026年5月16日 15:06
- 冠钜五一节放假通知 2026年5月6日 11:59
- 收官致谢 | 2026慕尼黑上海电... 2026年3月28日 11:02

2016-2026 © All Rights Reserved. 冠钜自动化设备有限公司 | http://511caixianji.com | 粤ICP备2023014885号