教你更换端子机模具和刀片
端子机的刀片一般有4片(上内刀、上外刀、下内刀、下外刀)
松开上刀螺丝与下刀螺丝后,将刀片放入上图所示的方位(上下刀的内刀的开口比外刀的开口小,切勿将内刀与外刀放反)。安装上刀片时需注意调查刀片的开口处,需根据您的端子及电线调理好上内刀与上外刀的落差,一般上外刀的开口需比上内刀的开口高出一些。然后重新锁紧上下刀螺丝即完成刀片的安装。装刀片的时候刀片一定要对准,不要压到2边的别的东西,不然很简单打坏刀片。
刀片安将结束后还需调整下刀模的前后方位,以确保上刀模被冲头压下时刚好与下刀模对齐。首先将端子机调为手动形式,按“向下”或“向上”键使上刀慢慢落下,一起从右旁边面调查上下刀是否对齐,假如不能对齐,您需要将下刀向里边推或向外面拉以使上下刀对齐。移动下刀方位的方法:松开上图中的的固定螺丝即可前后移动。移动到适宜的方位后锁紧固定螺丝。
以上步骤完成后,还需调理冲头的行程,使上刀片行至最低点时,上下刀之前的空地刚好能够压接您的端子。假如只需微调上刀的行程,向外拉出下图中的“落差微调”旋钮,并旋转旋转旋钮至适宜方位即可。(原理:行程微调旋钮是一个多面体,每一个面的高度均不一样,以此来调理行程)。假如需大幅添加或减小行程,需先松掉下图中的“固定螺丝1”与“固定螺丝2”,然后用粗细适宜的内六角扳手插入“行程调理的小孔内,逆时针旋转即可添加行程(让上刀片落得更低),顺时针旋转即可减小行程。(注:顺时针与逆时针需从下向上看)可一边调理行程,一边用手动形式按“向下”或“向上”按钮使冲头落至最低点,查看上刀与下刀之间的空地,直至此空地适宜为止,然后锁紧2个固定螺丝即可。
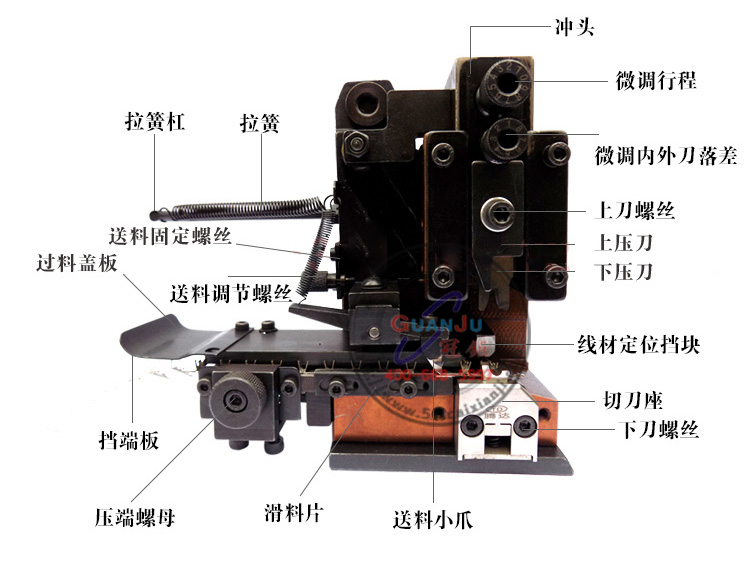
将过料板重新放机器内,并使端子料带穿过切刀孔,前后移动过料板,使端子的尾部紧贴切刀(目的是使上下刀闭合时刚好能够压接到端子适宜的方位)。然后旋紧过料板固定螺丝即可。图中的退料爪是用来控制电线放置的方位和退料,退料爪要贴近刀片方位,可是不能被刀片压到,调理好退料爪的方位后,能够每次放置电线时都让线头顶到退料爪,大大提高工作效率和精度。
模具的调校工作完成,将电线放入,以手动形式压接一个端子查看压接的端子能否达到要求.
您还可联系冠钜机械技术人员400-668-5997。
http://www.511caixianji.com/shop/37af23f69f2543fe9f5bbc3616cd627a
http://www.511caixianji.com/shop/eb2dd46ad2fc43c2a74cf5382048abe2
联系方式
- 东莞市虎门镇大宁宁江路17号
- 邮 箱:glmotor@163.com
- 李小姐: 13712285201
- 陶先生: 13925358410
- 24小时售后服务专线:186 7690 6866
- 电 话:86-769-83025002
- 全国免费电话:400-668-5997
最新产品
- 全自动双头压接穿管印字机GL-...
- 全自动汽车线束智能设备GL-05UP
- 全自动多线穿管合压端子机GL-...
- 全自动双头穿热缩管打端穿胶壳机...
- GL-YTW01 HSD&以太...
- 伺服端子压接机GL-4T/8T...
- 自动插胶壳机GL-1801N,...
- 双端穿胶壳机GL-1802,穿...
- 单头入胶壳机GL-1801,打...
- 全自动高速双端压接机GL-202B
产品分类
友情链接Link
最新资讯
- 喜报|冠钜获评东莞市 “专精特新”... 2026年5月16日 15:06
- 冠钜五一节放假通知 2026年5月6日 11:59
- 收官致谢 | 2026慕尼黑上海电... 2026年3月28日 11:02

2016-2026 © All Rights Reserved. 冠钜自动化设备有限公司 | http://511caixianji.com | 粤ICP备2023014885号